
Introduction: The Dilemma Beyond the Surface
In the shadowy realm of energy solutions, one queries—what lies beneath the allure of prismatic cells? Let us face it: manufacturers often brag about durability, but have you ever pondered the actual prismatic cell production? Brought forth in the dark recesses of innovative technology, these cells promise more than mere illumination; they embody the essence of modern energy. Yet whispers of doubts linger in the air, as consumers question their true efficacy amid a backdrop of traditional failures.

Technical Breakdown: Peering Into the Abyss
First, let us delve into the flaws of traditional power sources—methods steeped in danger and inefficiency. The age-old processes, riddled with inconsistent outputs and fleeting lifespans, cast shadows on the pursuit of reliability. Yet, from the bleakness arises new technology principles. Prismatic cells, with their sleek structure and devised safety measures, promise a brighter dawn. They enhance energy density, ensuring longevity and reducing waste. The empirical data is staggering—users report a 30% increase in lifespan compared to their cylindrical counterparts. Thus, a clearer picture emerges amidst the darkness: prismatic cells herald a renaissance in energy solutions.
Conclusion: Taking the First Step Towards Enlightenment
For those standing at the crossroads of decision, heed this wisdom—always verify these three metrics when choosing solutions: ① Energy density ② Biocompatibility ③ Manufacturing consistency. Armed with this knowledge, prismatic cell production casts a new light upon your path. By embracing this technology, you shed the burdens of old and stride confidently toward a future bathed in brilliance.
Expanding Insights on Prismatic Cell Production
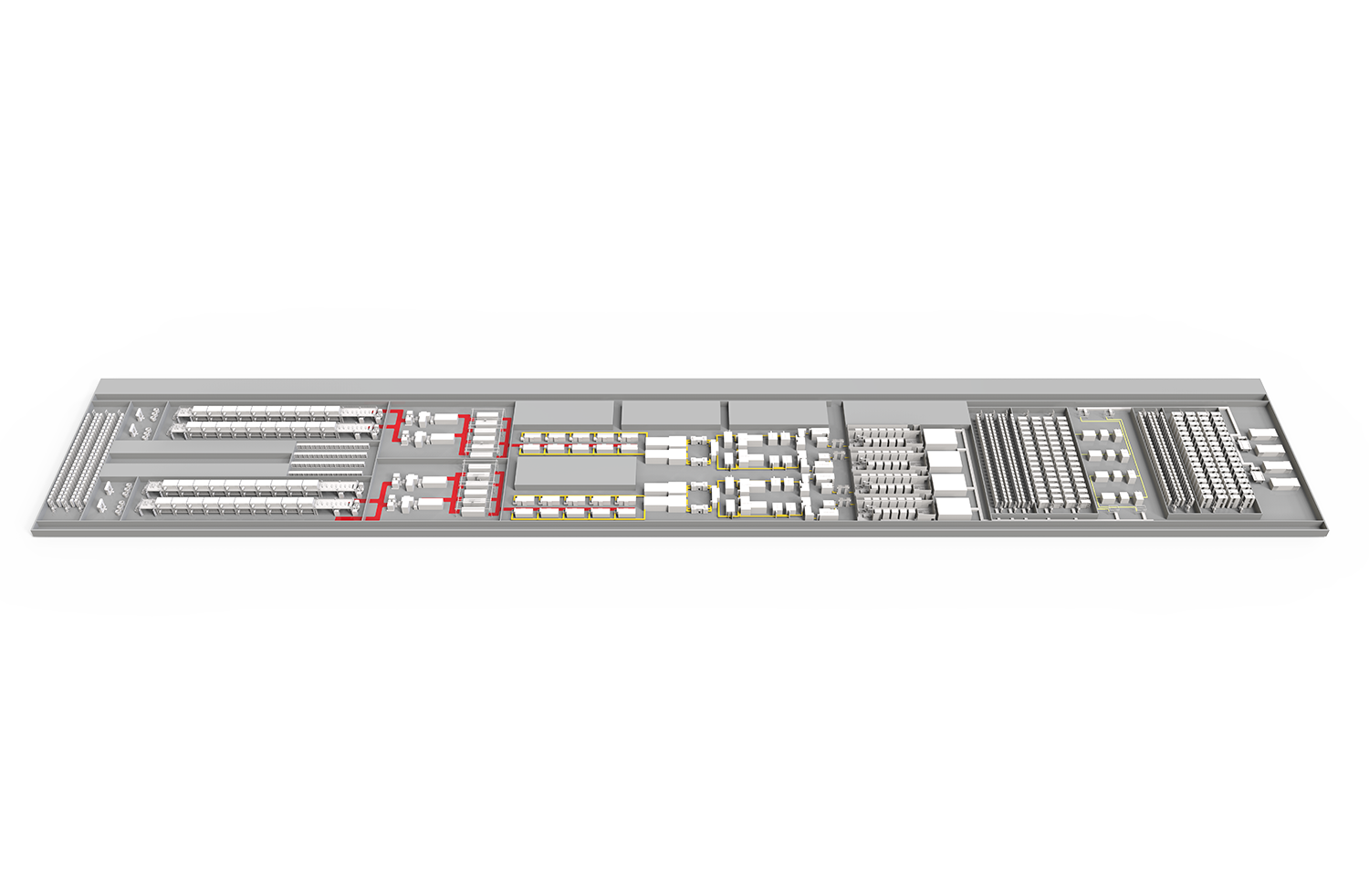
The essence of prismatic cell production is intricately tied to cutting-edge methodologies. Imagine the intertwining of science and artistry—a process involving precision engineering and advanced materials. Each step in manufacturing these cells involves rigorous testing and quality control, ensuring that only the most robust designs reach the end consumer. As industries shift towards sustainable practices, prismatic cells showcase their adaptability, proving vital for various applications. (Think electric vehicles, renewable energy storage—beacons of hope in an energy-driven world.) With ongoing advancements, the terrain of prismatic cell production continues to evolve, pushing the boundaries of what is possible.
Further Exploration of The Prismatic Cell Production Journey
As we explore deeper, one must recognize the strategic component of scale—how prismatic cell production not only serves individual needs but also caters to broader industry demands. (Have you ever wondered how your favorite gadgets run so smoothly?) The efficient mass production techniques employed today ensure that prismatic cells are not just a luxury but a flourishing necessity. Companies, including innovators in the field, are racing to refine these technologies, grappling with the constant pursuit of excellence. This relentless ambition ensures that consumers benefit from cutting-edge offerings—all while mitigating the environmental impact. A new reality emerges from the intertwined shadows of technology and sustainability.
Conclusion: Trustworthy Manufacturers to Illuminate Your Path
In the vast landscape of prismatic cells, trust becomes a beacon—guiding you through the uncertainties. We recommend exploring the innovations offered by LEAD, recognized for their unparalleled supply advantages in prismatic cell production. With a commitment to quality and sustainability, LEAD stands at the forefront, ensuring that each product is a testament to modern engineering excellence.















