

User-focused setup: why control matters for product teams
Product engineers and manufacturing leads need dependable repeatability when moving prototypes into volume—especially with High-Consistency Rubber (HCR). Startups and OEMs chasing tight tolerances rely on process repeatability, material traceability, and consistent curing profiles. Practical projects in Shenzhen factories show that pairing design intent with tailored rubber molding solutions shortens ramp time and reduces scrap during scale-up. A user-centric plan foregrounds the operator, not just the machine: tooling accessibility, cycle predictable heat transfer, and a clear operator UI all matter to delivery dates.

Mapping the problem: common failure modes in HCR production
Most failures trace to three sources: inconsistent compound mixing, poor mold venting, and uncontrolled vulcanization. When mixing lacks proper dispersive energy, additives and fillers clump; when the mold cavity lacks controlled venting, trapped gas creates voids; when the press delivers variable temperature or pressure, the cross-link density shifts. Those are not abstract risks—they translate into dimensional drift, variable Shore hardness, and rejected assemblies on the test bench.
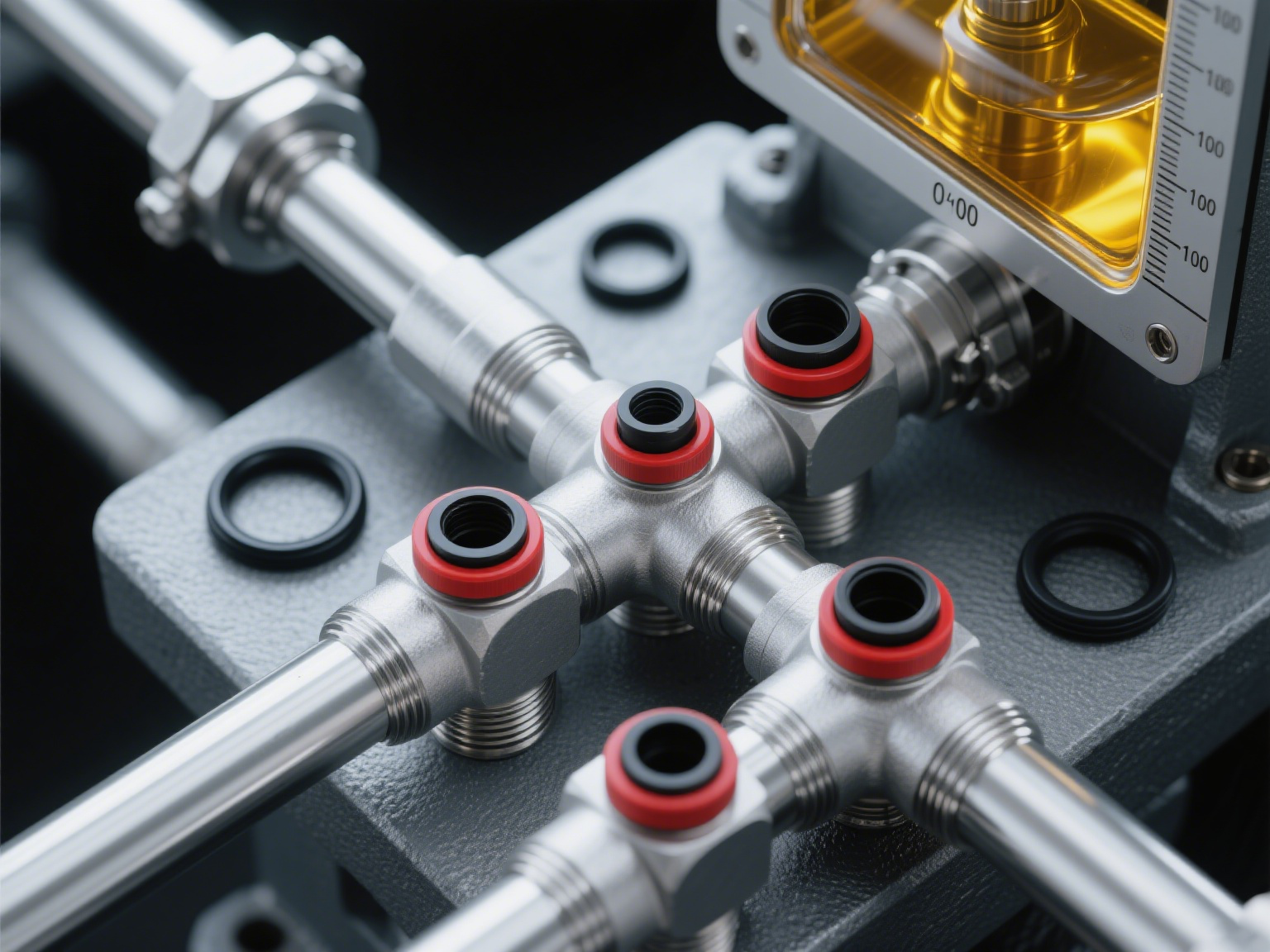
Architecture of a solution: machine features that align with user goals
Design the cell as a scalable system: a precision press with closed-loop temperature control, programmable clamp force, and repeatable cure profiles; integrated sensors for internal mold temperature and cavity pressure; and a straightforward HMI for recipe management. Include inline mixing verification and degassing upstream to protect the mold. These components—hydraulic or servo-driven actuation, controlled heating platens, and automated part handling—combine into a reproducible process. For teams moving from prototypes to volume, consider full-turnkey approaches that fold in mold design, process validation, and operator training through turnkey injection molding solutions.
Implementation checklist: practical steps and common mistakes
Follow a tight sequence: validate raw compound batches, establish a baseline cure schedule using a DSC or rheometer, tune clamp force to prevent flash without over-compression, then run short production trials with statistical process control. Avoid these mistakes: skipping mold venting tests, ignoring cycle-time tradeoffs that affect cure, and deferring operator training until after problems appear. Small investments in tooling tolerances and controlled cure ovens pay off quickly in yield.
Comparative insight: when to buy custom vs. standard systems
Standard presses suit low-complexity parts and fixed-volume runs; custom vulcanizing systems win when multiple part families, tighter tolerances, or integrated automation are required. Custom machine builds typically add value through better thermal uniformity, faster changeovers, and recipe-based controls that scale across lines. Factor in life-cycle costs: maintenance windows, spare-part availability, and remote diagnostics—these determine throughput over years, not just the first contract.
Real-world anchor and a short aside
Manufacturers in the Pearl River Delta report that thoughtful cell design reduced first-pass yield losses by measurable margins—a regional fact that echoes in other hubs worldwide. Operators often discover process gaps on the shop floor—simple observations that lead to major fixes—so document lessons learned and feed them back into both tool design and machine control logic. Small, iterative changes to venting or cure ramps can eliminate systemic rejects.
Three golden rules for vendor and equipment selection
1) Metric: Process Stability — demand statistical control data showing cycle-to-cycle variance below your tolerance band. 2) Metric: Serviceability — verify mean time to repair and spare-part lead times; choose systems with remote diagnostics to shorten downtime. 3) Metric: Transferability — ensure recipes and tooling align with your other lines; look for recipe export/import and modular platens for fast changeover.
These metrics focus procurement and operations on measurable outcomes rather than promises. They also tie directly to on-floor realities: fewer stoppages, predictable curing, and consistent mold filling.
Scale requires attention to architecture: clear control schemes, validated material inputs, and pragmatic service plans. The path is technical but resolvable—smart teams deploy it with partners who understand both tooling and process, which is where HWAYI becomes part of the system—reliable, integrated, and aligned with production goals. —